


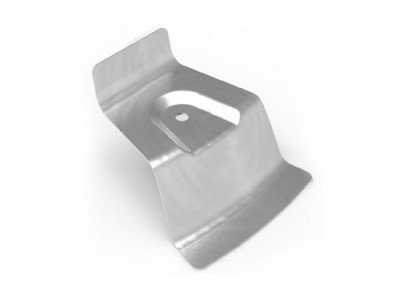


在冲压加工厂,铝合金冲压件因为材料相对金属铁而言较软,价格比较昂贵,且容易断裂以及部分铝合金产品还需后续加工,如拉丝﹑阳极处理等,在冲压生产时特别容易产生顶伤﹑刮伤,所以在模具制造方面确定要特别注意以下几点:
1.对于不影响工程数的情况下冲孔尽量排在后面工程冲孔,甚至对于冲孔数量较多的产品可考虑多做一个工程也要将冲孔排在后面冲。
2.铝料较软且模具较容易堵料,故在设计模具放间隙时宜放双边料厚10%的间隙,刀口直深位以2MM较为合适,锥度以0.8-1°为合适。
3.折弯成型时,因铝料在折弯时容易产生铝屑,会造成点伤﹑压痕,铝原材需贴PE膜,在滚轮及电镀的情况下,成型块以抛光镀硬铬为佳。
4.对于需阳极后加工的冲压件,如有压平﹑推平工序180°,产品不可全部压合,全部压合会产生吐酸现象,需留0.2—0.3MM的缝,以便酸液顺利及时流出,故在此工序上需要做限位块并标定模高于模具上。
5.因铝料较脆,容易开裂,特别是在反折边的情况下,故尽量不要做压线,即使要做,也要将压线做宽一点,打浅一点。
 五金冲压件工艺开发的意义同缺陷的影响因素
五金冲压件工艺开发的意义同缺陷的影响因素{一}、金属五金冲压件工艺开发的意义
金属五金冲压件制造是汽车制造的重要组成部分,对冲压工艺技术质量的控制,有利于提升整个汽车制造质量。冲压工艺是一种金属加工方法,利用冲压设备及模具对金属板料施加压力,使金属板料发生塑性变形及分离,从而获得设计预期的冲压零件。汽车不锈钢五金冲压件工艺的开发进程对整个项目进度有着重要的影响,在开发过程中应当严格把关,工艺及模具问题,尽可能降低冲压故障率,从而提升金属五金冲压件质量。
一,金属五金冲压件工艺开发有利于提升工艺质量保证产品性能,以及缩短加工制造的周期,节约加工制造成本,对于提升企业效益和社会经济有着重要的意义。
二,金属五金冲压件工艺开发有利于提升汽车品质及使用体验,能够为我国汽车行业带来新的商机。
三,设计开发新型且科学合理的金属五金冲压件工艺,对于提升汽车使用性能和质量要求有着极大的推动作用,这对于促进汽车制造行业的发展有着重要意义。
{二}、冲压缺陷的影响因素
汽车金属制件在冲压成型过程中,可能会存在起皱、断裂、回弹等典型缺陷u,导致冲压缺陷的因素可归结为以下几点:
1、材料性能
理论上,通常应用成型曲线(FLD)表示板料成形性能,其中金属材料的应变硬化指数n和厚向硬度指数r对曲线拟合效果影响显著。在冲压变形中,应变硬化指数n越高,变形裕度越大,材料承载能力越强,但材料加工硬化能力随之增强,且易发生颈缩缺陷。厚向硬度指数r越大,材料拉伸性能越好,整体厚度变形均匀,金属板材一般具有较好的成形性。
2、模具参数
不同冲压方法应采用不同类型模具,同时对模具材料要求也有差异。模具表面硬度和粗糙度会对制件拉毛缺陷产生影响。模具工作表面有划伤,模具材料内部含有杂质,都会影响制件表面质量,使其产生拉伤、压痕等缺陷。
凸、凹模之间的间隙,对汽车冲压件质量有着重要的影响。若间隙过小,凸、凹模之间的材料会被二次剪切,断面出现较长的毛刺;若间隙过大,材料的弯曲与拉伸增大,容易形成一定厚度的毛刺,且制件会产生翘曲变形。因此,凸、凹模间隙应均匀合理。
此外,凸、凹模圆角半径,对拉深件质量有着显著影响。若半径过大,板料与模具间的接触面积会减少,即板料处于悬空状态,进而易于产生起皱缺陷;若半径过小,板料挤压作用和摩擦阻力增大,制件表面容易产生断裂缺陷。
因而,凸、凹模圆角半径选取不宜过大,也不能过小。
3、工艺条件
影响冲压缺陷的工艺参数主要包括压边力、冲压速度、拉延筋的设置、润滑油的使用以及成型工序的设定等。
压边力过小以及压边圈上的润滑油过多,都会增大进料速度,进而引起板料起皱缺陷;压边力太大以及润滑条件不好,会引起凸模与材料相对滑动减弱,导致危险断面变薄破裂;由于大型制件结构的不对称性,板料在成型时材料流入速度不一致,因而需要在压边圈上设置拉延筋以控制不同区域的板料流入速度,使不锈钢冲压件得到均匀变形;冲压工序的设置不是固定的,针对同一个零件,不同厂家可能会给出不同的工艺方案,但基本坚持一个原则,即在结构不发生干涉的情况下,尽可能采用较少的工序加工生产。
另外,随着计算机技术的发展,目前可利用autoform/abaqus等多种CAE分析软件对冲压工艺过程进行数值模拟,优化工艺过程及参数,以降低冲压工艺缺陷,降低生产成本。
南皮县润杰五金制造有限公司(http://www.rjwjzz.com)主营多种不同型号的不锈钢冲压件、五金拉伸件、五金钣金件,等各类五金产品,并可根据客户的需求新产品。我们以优良的服务产品获得了广大客户的赞誉及肯定,业务范围遍及各地。并为外贸公司代加工。