


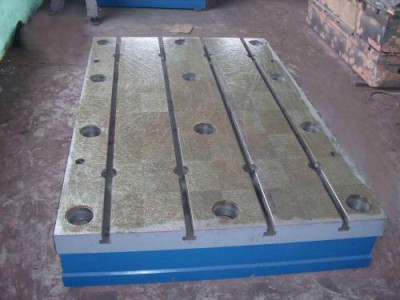



 基础平板具有良好的铸造性能跟铲刮标准
基础平板具有良好的铸造性能跟铲刮标准{一}、检验平板具有良好的铸造性能
检验平板具有良好的铸造性能。它的熔点较低流动性良好。又因折出石氮故收缩小。加之成本低瓶对型矽和芯砂的耐火性要求不高等。使它成为应用广泛的铸造合金。
在常见的各种检验平板中,以灰检验平板的铸造性能好。它流动性良风可浇注形状复杂的细小、薄壁铸件,同时因其收缩小,除大型铸件外,很少设置冒口,只设排气口即可。
且一般可用湿型浇注,故使用灰检验平板铸造时设备简单操作方低生产串高成本低廉。检验平板由于浇注前需要经过球化处恐使铁水温度降低沉动性变低检验平板的收缩宰也比灰检验平板大。
在机械加工过程小,先将检验平板定位于加上机台上,然后用夹具将其冈定,再用刀具对铸件需要处职的部位进行加工,待加工完成后,将夹具放松。
检验平板调至水平,负荷均匀分布于各支点上,环境温度(20±5)℃,使用时应避免振动,检验平板采用垫铁安装的优点,安装快捷,移动方便。
{二}、铸铁铆焊平板铲刮标准
铸铁铆焊平板铲刮分为新制铸铁铆焊平板铲刮及后期铸铁铆焊平板铲刮维修。
铸铁铆焊平板铲刮顺序分为粗刮、细刮、精刮和刮花。
⑴粗刮。当铸铁铆焊平板表面有较深的加工刀痕或者铸铁铆焊平板表面生锈或刮削量较多(如0.2mm以上)时,先要进行粗刮。铲刮时可采用长刮法,铲刮的刀迹连成长片。铲刮要在整个刮削面均匀进行,一般应顺铸铁铆焊平板长度方向。当铲刮到在25mmX25mm面积内有3〜4个接触点且分布均匀时铸铁检验平台粗刮结束。
(2)细刮。主要是使铸铁铆焊平板铲刮面进一步改变不平现象。铲刮时采用短刮刀法。每铲刮一遍时,保持一致方向,刮时要交错刮削,以原方向的刀迹。为了使接触点很快增加,在铲刮接触点时,把接触点周围部分也刮去,这样当zui高点刮去后,周围的次高点容易显现出来,经过几遍铲刮,次高点周围的接触点又会很快出来,可提高铲刮效率。铲刮过程中,要防止刮刀倾斜而划出深痕,显东剂要涂布得薄而均匀。当在25mmX25mm的面积内出现12〜15个接触点时,铸铁铆焊平板细刮即告结束。
⑶精刮。在细刮的基础上通过精刮增加接触点,使铸铁铆焊平板符合精度要求。铲刮时采用精刮刀进行点刮,要注意落刀轻、起刀快,在每个接触点上只刮一刀,不重复,并始终交叉进行刮削。当在25mmX25mm的面积内有20点以上时,可将接触点分为三类分别对待:接触点全部刮掉,中等接触点在其顶点刮去一小片;小接触点留着不刮。这样连续铲刮几遍,待出现的接触点数达到要求即可。
(4)刮花。可使铲刮面美观,能使滑动件之间造成良好的润滑条件,并且还可以根据花纹的消失多少来判断铸铁铆焊平板铲刮面的磨损程度。
河北卓峻机床(http://www.zhuojunjichuang.com)主要产品有三维柔性焊接平台、龙门铣床铸件、大理石构件、地轨地槽、方箱弯板、配重铁、铸铁机械配件、数控机床床身等,并可根据客户的需求定制异型机床铸件。我公司产品广泛应用于冶金、机械、化工、汽车、农机、电器、仪表、五金等生产行业。