详细说明:
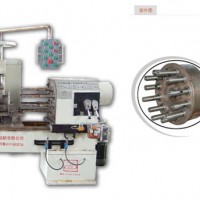
1.机床适用于各种减速机、涡轮箱:
需要保证平行度同轴度的两个面或孔的加工、加工效率高、减少人工、加工尺寸统一性高、操作简单。
2.加工效率高:
在加工过程中数控机床采用动力头同时工作的方式可以在同一时间内完成两个面或孔的加工。
3.减少人工:
可以一人同时操作两台车床
4.加工尺寸统一性高
本机床完全采用数控控制系统无需重复对刀,从而提高尺寸的统一性。
5.操作简便:
机床采用数控控制系统,有数控操作经验者一学即会。

 阀门专用机床电气控制的研究策略及故障特点
阀门专用机床电气控制的研究策略及故障特点一、阀门机床电气控制的研究策略
决定电气控制系统的和可靠因素在于阀门机床的电气控制方式。因此,研究PLC阀门机床的电气控制方式十分重要。
整个电气控制系统较重要的部分就是软件设计,软件设计也是硬件结构的核心。阀门专用机床运行在SIMOTION中的软件为下位机软件,上位机接收数据并控制执行部件工作,同时完成机床状态的检测。当轴组装好以后,即可通过程序进行操作,而SIMOTION的内部程序是由操作系统调用的。工控机主要是读取文件信息,然后把数据传递给SIMOTION,SIMOTION收到数据便会控制电动机模块驱动电动机,从而带动工作台进行位置控制;与此同时,光栅尺检测到工作台的信息,再传递给SIMOTION,这样就可以对工作台进行位置调整。然而,光栅尺的信号无法直接被SIMOTION所识别,需要将光栅尺在传感器下进行识别,再次传递给SIMOTION,才能完成整个过程;较后使工作台的工作状态通过多个传感器(断刀检测器、检测器)检测,并传人电气控制系统。需要注意的是,传感器的信号也先经过ET200到达SIMOTION中进行信号处理,才能被传入电气控制系统。
总而言之,伴随着数控技术的不断发展,将PLC技术融人其中,使得逻辑处理的能力越来越完善,应用也越来越广泛,一套合理完整的基于PLC的阀门机床电气控制系统的设训一对于生产的应用起到大的促进作用,同时,PLC的阀门机床电气控制系统在成本与功能上也存在较多优点,只是,就目前我国的科技发展水平而言,要想佣有为成熟和完善的基于PLC阀门机床电气控制系统还存在较多的制约因素,由此可见,对基于PLC阀门机床电气控制系统的设计对于现实的生产加工、工艺精度以及生产效率等方面都有着不容忽视的重要意义。
二、阀门机床液压系统故障特点
一,故障具有隐蔽性。阀门专机的各种管道和液压缸、液压泵都处于密封状态,系统内部状态及不易于直接查看,液压传动系统拆卸对于系统的损伤程度远比机械传动系统拆卸的损伤大,又不方便进行仪表检查,具有较强的隐蔽性,较难诊断故障。
二,故障具有偶然性。阀门机床液压系统许多液压元件都具有较高的制造精度,高精度的元件一旦受到小的损伤就会发生故障。液压系统的执行元件以及液压管道接头等部位也常常暴露于空气之中,各种杂质的侵入以及温度、湿度等的影响,也会随机的给液压系统造成一些故障。
第三,故障具有复杂多样性。某一因素能够造成多个子系统的故障,此时若通过故障现象逆推,有可能推出多种原因,造成无法判别。相反,有时同一故障是由多个原因造成,故障诊断时也许只发现了其中一种原因,或者只发现其中一种次要的原因,此时也无法正确识别故障。
第四,故障具有环境依赖性。阀门机床液压系统也受外界环境影响,因此处于不同的工作环境会发生不同类型的故障。例如灰尘较多的场合,就容易混入杂质而造成液压元件的磨损。
第五,故障具有容易排除特点。阀门机床液压系统故障分析与诊断虽然比较困难,但是一旦准确的发现故障所在,采取排除措施就比较容易。例如有的元件发生损坏,可以直接换就好;液压系统部分部位发生堵塞,可通过直接清洁。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。数控镗车床、双面车床、硬密封闸阀机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。