






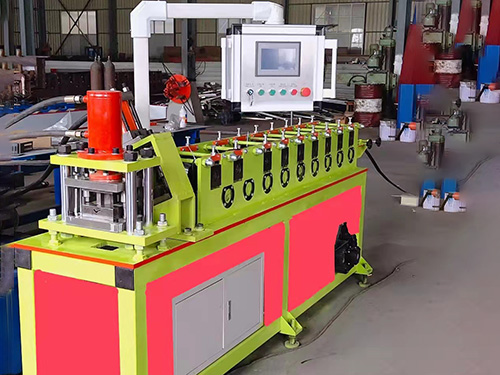
冷弯成型设备是隧道支护钢拱架加工制作的新型设备。它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。在冷弯结束时,关闭机械传动系统,同时启动液压系统,使液压缸收回。将冷弯型钢放置在辅助系统的门式托架上即可。这种冷弯作业,材质的强度,提高了支护钢拱架的质量,提高了工效,操作简单明了。冷弯机与压床相比,具有良好的工作性能。
 异型冷弯成型设备弯I字钢的技巧以及谈谈加工过程中的弯曲回弹问题
异型冷弯成型设备弯I字钢的技巧以及谈谈加工过程中的弯曲回弹问题
其一、冷弯成型设备弯I字钢的技巧
1、使用前须加注足够润滑油,并检查各部机件是否良好,油泵旋转方向是否和规定方向一致,检查加工件、压垫、顶垫、支撑垫有无裂纹。经试运转确认正常后方可开始工作。
2、操作时将型钢放在支架上,并穿在弯曲机固定架内,型钢卡在两个滚动轮内,注意调整同一水平上。
3、启动油泵按钮,操纵换向杆使油缸顶滚压在型钢上,用力后观察油缸顶滚上的标尺,启动向前(左)进料按钮,让型钢向前(左)均匀移动,到位后停止,测量型钢弯曲度,符合要求后松开油缸千斤顶取下型钢,不合要求再操纵换向杆使油缸千顶加压弯曲型钢,顶弯1~2cm,启动向后(右)进料按钮,让型钢向后(右)均匀移动,到位后停止,测量型钢弯曲度,符合要求后松开油缸顶滚顶取下型钢,不合要求继续弯曲,达到要求为止。异型冷弯成型设备注意型钢确实卡在滚动轮内,方可开动冷弯成型设备。
4、弯曲型钢的旋转半径内和机身进给两侧不准站人,弯好的半成品,应堆放整齐。
5、弯曲较长的型钢时,应设专用支架,扶型钢者应按操作者的指挥进行工作,不得任意推拉。
6、严禁弯曲超过I字钢冷弯成型设备所规定型号的型钢,如弯曲未经冷拉或带有锈皮的型钢时,戴好防护镜。
7、将加工好的型钢构件按定置管理要求摆放整齐,垫平放牢。
8、工作完毕后,切断电源,并将工作场地及I字钢冷弯成型设备清扫干净,做好液压I字钢冷弯成型设备的维护保养,坑缝中积锈禁止用手指抠挖。
其二、谈谈异型冷弯设备加工过程中的弯曲回弹问题
卷帘门异型冷弯设备是卷帘门设备中为常见也是使用比较频繁的一种,它能为卷帘门的成型提供一些的作业,但是在实际加工中,这种异型冷弯设备会发生弯曲后回弹的信箱,这会影响产品的终成型,因此要采取相应的处理措施。
当异型冷弯成型机在加工坯料的时候,由于材料具备一些的塑性,因此在弯曲和变形的同时也会伴有弹性变形,这样就直接影响到了工件的尺寸和形状方面的公差。要想解决这个问题,在设计工件模具的时候就要将材料的回弹值预先考虑进去了,可在弯曲区压制加强肋以增加弯曲件的刚性,从而增加回弹的发生。
同时,还可以选用力学性能稳定和板料厚度波动小的材料,这样对减少弯曲回弹的发生也有一些的作用。另外,也可以试着在工艺方面进行改进,比如采用校正弯曲来代替原有的弯曲,并且对冷弯硬化的材料先退火再弯曲,能起到规避回弹问题的作用。
沧州震宇压瓦机制造有限公司(http://www.hbzycgjx.com)主营多种不同型号的u型槽成型机、冷弯成型机、琉璃瓦成型设备,型号众多,生产、销售、安装、调试并提供压瓦机技术咨询为一体的现代化企业,产品销往各地,深受广大用户的好评,我厂拥有较强的技术力量和生产能力。







