说明:
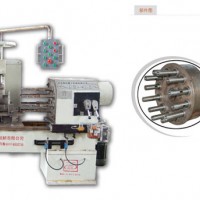
1.机床适用于闸阀、水利阀等需要保证两头法兰需要钻孔、中头需要钻孔攻螺纹的加工,加工效率高、减少人工、加工尺寸统一性高、操作简便。
2.加工效率高,在加工过程中机床采用三个动力头同时工作的方式可以在同一时间内完成三个平面钻孔、中头攻螺纹的加工。
3.减少人工,就是把一台双面多孔钻和一台中头钻攻一体机组合起来,一次性装夹工件,两法兰和中头同时加工,即效率又减少装夹次数,并且一人可操作2-3台专机。
4.加工尺寸统一性高,本专机完全采用PLC系统控制,专用工装定位,只需要一次对刀即可重复加工同一型号的工件从而提高尺寸的统一性。
5.操作简便,本专机采用PLC和行程开关控制,有机加工操作经验者或有机加工基础者一学即会。
6.本机床采用液压系统控制,由两个多孔钻动力头和一个可移动工装组成,工作时先将工件放到工装上,由多孔钻动力头完成钻孔动作,然后工装自动滑动到多孔攻丝动力头处完成攻丝动作,钻孔攻丝只需装夹一次。本机床操作简单于普通钻床相比,很大程度上减轻了工人的劳动力,提高了加工效率。

 专用机床从复合加工向完整加工发展与网络化
专用机床从复合加工向完整加工发展与网络化一、阀门机床从复合加工向完整加工发展
20世纪70年代以来,多工序集成加工逐渐演变到现在的“完整加工”。相对于传统的车铣复合加工技术,“完整加工”是一种工序集约化的新型加工方式。由于阀门机床性能的不断提高,工件在加工过程中的机动时间越来越少,因此阀门机床辅助时间以及工件在工序之间的滞留很大程度上成为影响交货期的重要因素。“完整加工”高度的工艺集成性,使得工件在整个加工过程中只需要一次装夹,从而解决了生产过程中由于机床辅助时间以及工件滞留时间所带来的瓶颈问题。就集成了车、铣、钻、磨等多种加工工序,使复杂工件一次装夹便能完成多步加工,提高了工件的加工精度和生产效率,缩短了生产周期。
当前机械加工的要求持续提高,这种大型复合阀门机床将会占有大的市场分额。
二、阀门机床的网络化
阀门机床适用于单件小批量生产、形状比较复杂、精度要求较高的零件,这些零件广泛应用于汽车、、船舶、机床、重型机械等各种场合。与传统的机床相比,阀门机床能获得高的加工精度,能大大提高生产效率,保证加工的质量。我国的机床技术发展较晚,目前阀门机床还是以低端和中端为主,阀门机床还主要靠进口,这样对于发展我国的机械经济有很大的阻碍作用。
阀门专机又叫数字控制机床,是一种装有程序控制系统的自动化机床,能够根据已编好的程序,使机床动作并加工零件。
阀门机床是典型的机电一体化产品,它集微电子技术、计算机技术、测量技术、传感器技术、自动控制技术及人工智能技术等多种先进技术于一体,并与机械加工工艺紧密结合,是新一代机械制造技术装备。阀门机床基本包括:加工程序载体、数控装置、伺服驱动装置、机床主体和其他辅助装置等。与传统机床的区别就在数控装置及数控系统上,数控系统的操作和监控都是在数控单元完成。
互联网技术的发展给传统工业带来了新的发展点,现代工业加工大多通过计算机控制,这就给阀门机床的网络化创造了条件。
网络化的优点主要体现在故障诊断和远程监控。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种多孔钻床的公司。三面车床、双面数控镗车床、硬密封闸阀专用机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。