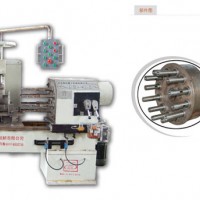
描述:可同时完成对蝶阀小法兰面端面外圆车削,中间阀杆孔的钻孔、铰孔、扩孔、法兰端面钻孔等五个工序的加工。
详细说明:
1、机床适用于蝶阀阀杆孔,法兰面钻及法兰外圆的加工,加工效率高,加工精度高,加工尺寸稳定,机床操作方便。
2、加工精度高,中线阀杆孔同轴度小于0.05,对称度小于0.10,加工尺寸稳定。
3、加工尺寸统一性高,本机床采用数控控制系统,无需重复对刀,从而提高尺寸稳定统一。
4、操作简单,机床采用伺服控制,有数控操作经验一学就会。

 专用机床大型动梁技术要点以及控制精度发展
专用机床大型动梁技术要点以及控制精度发展<一>、阀门机床大型动梁技术要点
1、大型动梁部件的加工联动技术
在动梁产品中,多采用液压平衡动梁,但是由于受到液压波动的影响,动梁无法参与加工联动,导致理论上Z轴加W轴的加工行程,实际只有Z轴行程可以在加工联动中实现,大行程的加工只能通过多次的动梁移动、多次的接刀加工才能完成,影响加工效率和精度。专用机床针对此问题,一般采用大型动梁重锤平衡技术,动梁参与加工联动可在Z轴方向上增加加工行程超过一倍,扩大加工范围,保障产品复合加工的效率和精度。
2、大型动门动梁的同步控制技术
一般大型机床的龙门柱两边采用完全相同的传动和驱动系统,但是移动部件一般由动门、动梁和切削头这类部件所构成,并不能形成完全对称的结构,因此运行过程中受力和受热均不对称,导致出现各种不稳定的扰动,往往也难以完全保证动门动梁框架移动的同步协调,进而导致发生机械耦合,这可能损坏动门动梁框架或驱动部件。尤其是对于大跨度动门动梁结构,龙门框架运动的不协调所产生的不良后果尤为严重。
针对大型多龙门复合机床,动门动梁的同步驱动应满足同步位置精度和进给,需要实现动门动梁两端进给装置在速度、加速度、位置的三重动态同步,以提高双驱同步的静态、动态性能。由于在多个回路间存在着强烈的耦合和诸多不确定性,因此研究新的高精度同步进给控制技术。为此,一方面通过研究驱动控制系统的动态响应特性,优化控制参数,测试与分析同步控制性能,确定的同步进给控制策略及其实现技术,实现速度、位置、加速度的三重动态同步;另一方面,通过导轨间隙和导轨螺距误差的动态补偿,长导轨制造和装配误差,热变形所引起的导轨间隙和导轨螺距动态不对称误差,进一步提高同步控制精度。
<二>、阀门机床控制精度发展
目前的数控系统均采用位数、频率高的处理器(如32位,64位机),以提高系统的基本运算速度,使得高速运算、模块化及多轴成组控制系统成为可能。同时,阀门专机采用超大规模的集成电路和多微处理器结构,以提高系统的数据处理能力。
阀门机床的各坐标轴采用高精度智能化交流伺服系统驱动控制。高精度智能化交流伺服系统由智能控制器、自动检测和自动识别技术与586或性能高的微机、新型功率电子器件(IGBT)的逆变器、数字信号处理器(DSP)、数字式位置传感器、SPWM以及交流永磁同步电动机或笼型异步伺服电动机构成。利用知识工程、机器学习、人工智能技术、模糊控制技术的原理和方法,建立适合于复杂交流伺服系统的知识结构,广义知识表示及知识的自动获取方法,为综合智能控制提供信息基础,确保了伺服系统的控制精度。
其他先进控制技术的应用,也是阀门机床向高精度方向发展的重要因素。前馈控制技术,在原来的控制系统上加上速度指令的控制方式,使追踪滞后误差大大减少,改变了拐角切削加工精度。机床静、动摩擦的非线性补偿控制技术机床床鞍的爬行。高分辨率位置检测装置的应用,也是阀门机床高精度加工的重要保证。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。数控镗车床、双面车床、硬密封闸阀专用机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。