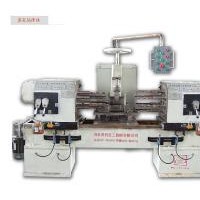
双面数控镗孔专用机床由数控滑台、变速箱、刀盘等主要部件组成,传动系统采用无间隙丝杠,保证了工件的精度。机床工作效率高,耗能低。
对加工对象的适应性强,适应各种管类产品单件生产的特点:
1、加工精度高,具有稳定的加工质量;
2、加工零件改变时,一般只需要 改数控程序,可节省生产准备时间;
3、机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍);
4、机床自动化程度高,可以减轻劳动强度;
5、有利于生产管理的现代化 数控机床使用数字信息与标准代码处理、传递信息,使用了计算机控制方法,为计算机辅助设计、制造及管理一体化奠定了基础。

 阀门专机力学仿真参数优化同补偿误差技术
阀门专机力学仿真参数优化同补偿误差技术<一>、阀门机床力学仿真参数优化
数控加工过程,对运动进行仿真后,势必会向切削过程中力学仿真与切削参数优化方向发展,阀门机床在不断发展过程中,我国推出了力学仿真优化系统和阀门机床加工动力学特性测试分析系统,同时,通过不断的研究,对先进的科学技术进行应用,完成对中低速数控铣削加工期间,力学仿真系统与优化系统,促进形成性能加先进的阀门机床,并且对其进行合理应用。同时,在未来相关工作人员还会依据不同行业的需求,针对车铣复合加工过程中,构建力学方止系统,同时,以及实际生产情况,构建相应的优化系统,为生产工作的开展,提供相应的支持。
<二>、阀门机床补偿误差技术
加工过程中出现的误差对产品的质量产生直接影响,所以随着对加工产品质量要求的不断提升,对产生误差的重视程度也越来越高。阀门机床加工所采用的补偿误差技术,能够较大程度减小误差和误差对产品造成的影响,这需要对产生误差的原因进行深入研究。床身、立柱、主轴以及各种导轨等是组成阀门机床的重要部分,这几部分都可能在生产中产生误差,补差误差技术主要体现在误差建模、误差测量和误差补偿三个方面。其中较基础的技术是误差建模,这包括误差元素建模和综合建模两项内容,其次是误差测量技术,这包含直接测量和间接测量,这两项工作都是为较后的误差补偿技术创造条件。根据时间可以将误差补偿技术分为离线补偿和实时补偿,前者是以测量的误差为依据,在后期进行机床的误差补偿,这只适用于机床产生的稳定误差。如果是因温度等原因产生的误差进行实时补偿,研究补差误差技术是让补偿误差工作加、简便和准确。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。三面车床、双面车床、硬密封闸阀机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。